Post by 橡皮泥 on 2017-11-28

3D打印经常被强调的一点是:所想即所得,言外之意就是可以做任何可以想象出来的模型。我们本着"钻牛角尖"的精神科学严谨的态度,予以详细说明一下3D打印对模型的极限要求。
SimpNeed认为,3D打印建模的核心思想就是结构完整和“结实”。想象您的实际模型需要的结构,结合在现实世界中对应材料的使用情况,那么您会对建模有一个更靠谱的认识。
对于3D打印而言,一个精心设计的模型是打出一个好作品的开始。以下为能够3D打印出模型的最小特征。
请注意:以下A篇的指导是针对SimpNeed SLA 光固化3D打印设备使用光敏树脂、层厚度100微米的情况下在进行打印的。使用其它的树脂或者使用其它层厚也许会有轻微的差异。另外,如果您还对其他3D打印成型工艺和材料的3D建模应用感兴趣,那么B篇的内容,亲一定不要错过哦。
写在前面的话:
对于初学建模造型的亲们,推荐使用Inventor、SolidWorks、Pro/Engineer(creo)、Unigraphics或CATIA进行设计。玩具、工艺品类复杂形体,则使用Zbursh,Freeform或Maya制作。
对于3Dsmax和Rhino、Sketchup制作的图案亲们请需注意: 全部曲面要合并,形成单壳体,内部不得有交叉、穿插多余曲面,相同位置不得有双重曲面,分散的多个零件分别独立输出文件。
支撑壁是指有两个或者多个面连接的其它壁。在切片过程中,小于0.4mm的支撑壁可能会弯曲。

注意:清洗薄壁——清洗薄壁的时候需要小心,由于它们能够在清洗过程吸收异丙醇并且膨胀,会导致部件的变形。缩短在异丙醇中的浸泡时间有助于改善这种情况。
非支撑壁是指少于两个面连接其它的壁。非支撑壁小于0.6mm会弯曲或者在打印过程中与模型分离。

外悬是指模型的一部分平行于构建平台水平突出。不建议没有支撑打印这样的外悬,由于缺少支撑不能维持这个的结构。水平外悬会在超出1mm的情况下轻微变形,而且会随着外悬部分的长度增加,变形会更加严重。

(35mm长*10mm宽*3mm厚)外悬角度是外悬突出的部分和水平之间的角度。如果打印的角度小于19度,可能会引起外悬部分从模型断裂。如果平面已经没有支撑,旋转没有支撑的那部分,使得它能够获得支撑。

跨度是指一个结构的两个中心支撑之间的距离。虽然不建议打印水平跨度,但是某些几何图形还是可以很好打印的。对于5mm宽,3mm厚的横梁,长度大于21mm的跨度可能会打印失败。宽的横梁需要短一些来避免在Z轴上升过程中发生断裂。

圆柱体的特性是长度大于宽度2倍。这个比例是打印线条的关键。如果您打印0.3mm,您就可以打印到7mm的高度,超过7mm就会开始晃动。而1.5mm的宽度可以确保高度达到30mm。

注意:清洗小的柱体——类似于清洗薄壁,当您清洗小的柱体时,也要额外当心,因为它们会被异丙醇削弱,很容易损坏。缩短在异丙醇中的浸泡时间有助于改善这种情况。
凸台的细节是在您模型上浅浅凸起的那部分,比如打印的文字。如果这些细节在您的模型上厚度和高度都小于0.1mm,就可能看不到。

最小凹槽细节——建议:0.4mm
凹槽是您模型上不需要打印或者凹进去的部分。如果厚度和高度都小于0.4mm可能就会看不到,因为在打印过程中,它们会和模型的其它剩余部分融合在一起。

最小间隙——建议:0.5mm
间隙是指模型的两个活动件之间需要的距离(例如,两个齿轮或者连接处之间的距离)。如果间隙小于0.5mm,将会导致两个活动件融合在一起。

x, y, z 轴方向上的口径小于0.5mm时,在打印过程中,这个孔可能会封死。

对于空腔完全封闭的模型,建议使用引流孔来让树脂从模型内流出(就像在构建平台上直接打印空心的球体或者空心圆柱体一样)。如果模型上没有这个直径至少是3.5mm的引流孔,模型内部就会留存树脂,并会导致模型龟裂。


针对不同的打印成型原理和打印材料,3D打印技术要求设计的结构满足一定的设计规范。那么,3D打印对建模有哪些要求呢? 橡皮泥(SimpNeed)团队经过长时间的研发和测试,总结出以下经验:
1) 根据实际使用要求,选择材料。
您可以根据您的实际需要选择合适的材料,下面是 SimpNeed 目前经过研发已经市场化使用的各种材料的重要信息,最新材料信息请关注 www.simpneed.com 获取更新,或直接联系我们的客服工程师为您做专业的介绍。

2) 检查您的设计的壁厚,务必满足最小壁厚要求。
在您的3D设计文件中,模型的内、外表面闭合形成薄壁,其中:至少有两个面与其他薄壁相连的,称为支撑性薄壁,如下图:

只有一个面与其他薄壁相连的,称为非支撑型薄壁,如下图:
SimpNeed 在这里定义的壁厚是指薄壁的厚度,相应的可分为支撑型壁厚和非支撑型壁厚。壁厚直接决定了打印物品的强度,也关系着模型能否打印。模型打印出来后,还需要经过去除支撑、打磨、喷砂等处理,这些工序决定了不同材料的最小壁厚。只有当壁厚达到最小壁厚要求,模型才是可打印的。
如果您的设计中存在较薄的支撑型薄壁区域,需要根据该区域的大小调整壁厚,具体如下(如选择100微米白色光敏树脂材料,薄壁区域大小在5*5mm以内,其最小壁厚为0.6,其他同理):

如果您的设计中存在非支撑型薄壁,则最小壁厚要求如下:

3) 如果您的设计是空心的,务必设计足够大的逸出孔。
如果您的设计是空心的,需要在适当的部位设计逸出孔,用于移除打印完毕后的产品中未被使用的材料,具体如下:

您需要确保空心部分包含足够大的逸出孔,其孔径大于2mm,使得空心部分能够清理干净。
如果逸出孔达不到最低要求,建议您增加现有逸出孔的大小、增加逸出孔的数量或者将空心部分填实。特别的,当只有一个逸出孔时,并不能保证未被使用的材料完全逸出。我们推荐使用多个逸出孔。
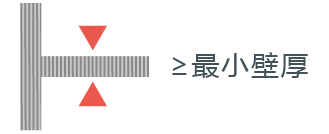
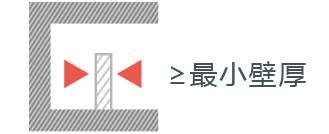
4) 如果您的设计中存在立柱,务必满足最小壁厚要求。
模型中,如果某个凸出部分的特征,其长度超过宽度2倍我们称之为立柱(长度小于宽度2倍的称为凸状细节),其中,两端都和薄壁相连的,称为支撑型立柱,如下图:

只有一端和薄壁相连的,称为非支撑型立柱,如下图:
去除支撑、打磨、喷砂等工序决定了最小立柱壁厚要求,不同材料立柱最小壁厚要求如下:

立柱的壁厚需要大于最小壁厚要求才能打印。如果您的设计达不到最小壁厚要求,建议您增加壁厚或者更换其他材料。
5) 如果您的设计中存在凸状或凹状细节(如凸字或凹字等),务必满足最小的宽度和高度要求。
模型中,如果某个凸起部分的特征,其高度小于宽度的2倍(若高度大于宽度的2倍,我们称为独立柱子),SimpNeed 系统就会定义为为凸状细节,如下图:

最小凸状细节通常是由打印机的精度决定的。不同材料的凸状细节的最小高度/宽度要求如下(例如,100微米白色光敏树脂材料的凸字细节,其高度和宽度必须大于1.2mm,才能打印清楚):

模型中,如果某个凹下部分的特征,其深度小于宽度2倍(若深度大于宽度的2倍,我们称为深孔),我们称之为凹状细节,如下图:当凸状细节的高度或宽度小于最小凸状细节要求时,将无法准确地打印,无法进行打磨、喷洒等后处理。此时建议您增加高度/宽度、去除该部分或者选择其他合适的材料。

最小凹状细节通常是由打印机的精度决定的。不同材料的凹状细节的最小深度/宽度要求如下(例如,100微米白色光敏树脂材料的凹字细节,其深度和宽度必须大于1mm,才能打印清楚):

当凹状细节的深度或宽度小于最小凹状细节要求时,将无法准确地打印,无法进行打磨、喷洒等后处理。此时建议您增加深度/宽度、去除该部分或者选择其他合适的材料。
6) 如果您的设计中存在尖锐部分,该部分的角度需要满足最小要求。
典型尖锐表面的可以参考下图特征:

当壁厚较薄或者承载较大时,存在尖锐表面的模型很容易在去除支撑、打磨、包装和运输过程中损坏。
如存在尖锐表面,其角度需要大于20度。
如无法满足该要求,建议您增加尖锐表面的角度、去除尖锐部分或者更换其他材料。
7) 如果您的设计中包含多个零件,务必满足零件之间最小的间隙要求。
间隙是指任何两个零件、薄壁或者立柱之间的距离,如下图:

您的设计中,两个部分的间隙需要大于最小间距要求,才能够正确打印,不同材料的最小间隙要求如下:

如果两个部分的独立性不重要,建议您合并为一个部分。当间隙较小时,将无法清除其中的支撑材料,建议您增加间隙大小或者选择其他间隙要求的材料。
8) 如果您的设计中存在螺纹,牙型角度和螺距务必达到最小要求。
螺距是指螺纹上相邻两牙对应点之间的轴向距离,如下图:
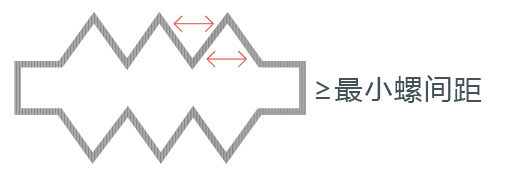
牙型角度是指螺纹牙型两侧边的夹角。
打印机的精度会影响到螺距和牙型角度。
根据不同的材料选择,您的设计需要满足最小螺距和最小牙型角度要求,如下:

9) 如果您的设计中存在孔洞,其内径和深度必须满足最小的孔洞要求。
如果您的设计中存在深孔、弯孔、盲孔等,如下图:
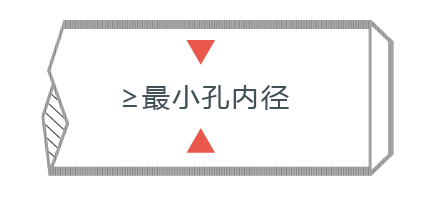
孔内径需要大于最小孔径要求,不同材料的最小孔径要求具体如下:

10) 如果您的设计较为复杂,SimpNeed 可能会判定为异形件,按照特殊规格报价。
异形件是指占用空间较多但是质量较轻的设计文件,如下面几张图所示:


当您的设计属于异形件时,SimpNeed 系统将按照特殊规格进行报价,其中一部分有可能无法打印,请您见谅。
如果您的设计遵守以上设计规范,将极大地加快您的订单完成时间,同时保证定制产品有更高的品质。
SimpNeed 是面向全球用户的云端3D打印设计和定制服务专家,专注于向用户提供个性化产品在线设计和云端3D快速成型定制服务。目前,SimpNeed团队已经累计申请提交发明专利2项,外观专利1项,软件著作权3项,软件作品登记1项,商标保护共计12项,并累积有5种新材料通过欧盟RoHS技术认证,公司产品和服务通过了 ISO9001 质量体系认证和CE-RED,FCC等多项国际质量认证。