Post by 橡皮泥 on 2016-11-18
↗添加微信公众号(simpneed)橡皮泥网 关注我们
耗材当然是玩转3D打印必不可少的装备, FDM打印机使用的耗材——丝状热塑性材料,最常用的是ABS、PLA塑料,如何评测挑选,成为困扰很多入门爱好者的问题。本期斯汀纳瑞张总和点客社区李新祥为大家专业介绍,如何选择和使用FDM 3D打印耗材。
如何判断耗材的优劣,李新祥为众多玩家提供了以下5个方面的建议:
看一看

拆开包装之前,先看看真空包装有没有严密,有没有标注安全认证星级,耗材易受潮,会造成打印时出现气泡。然后再取出耗材,先仔细观察。
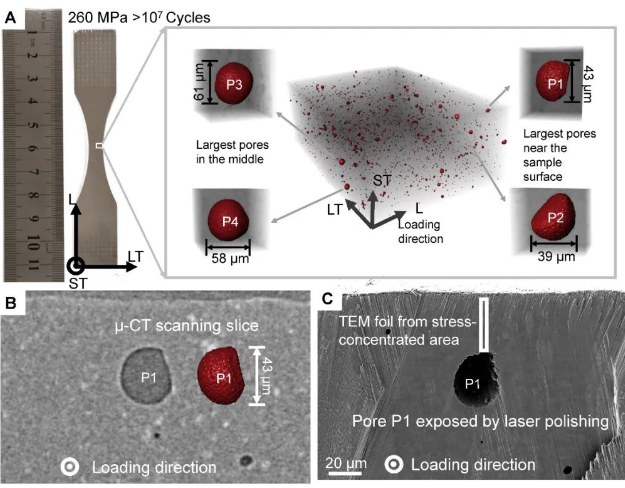
一看有没有可见的斑点、气泡之类的杂质;比如下图中的,红圈中的小黑点。
二看有没有色差,尤其是透明耗材,看看色泽是否均匀;
三看有没有出现明显的凸起或过细的地方,对耗材直径进行下简单的目测比对。
测一测

用游标卡尺测耗材直径的误差。抽1~2米长的耗材,多次选点测量,看耗材直径偏差大不大,每个点最后旋转测试两三次,看耗材是不是真的很“圆”,一般来说,优质耗材的公差能控制在0.05mm之内。
动动手
用手掰一掰耗材,如果一掰就断,品质就打了很大的折扣。取数段5cm左右的线材,先目测有无裂痕,然后弯折120°左右,如果出现断裂,则代表材料的抗弯折能力不佳。
工艺差的耗材本身便可能出现明显的裂痕等瑕疵,极易断裂。尤其是PLA纯度越高越脆,所以断裂常见于透明、光泽的PLA材料。而不透光的PLA一般是改性PLA,这种情况就比较少见。

打一打

(下载测试模型请点击 链接 )
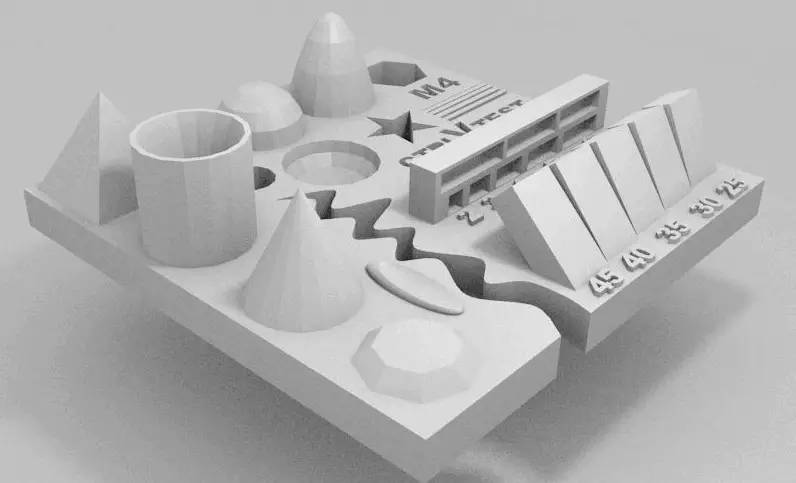
通过前面的检测,如果都还能符合要求,那就来打一打试试看。例如下图,在有足量(30g左右)耗材的条件下,不加支撑进行打印测试(一般耗时:0.5~ 1.0小时)。可以比照图中每个区域线材的表现,综合评价线材的优劣。
此外,针对ABS,你还可以测测翘边,因为ABS降温收缩时内部会产生较大应力,比PLA更易翘边,而且模型横截面积越大,厚度越大则翘边越明显。测试打印长度大于10cm,高度大于1cm的薄壁或柱体,比如手机壳,观察其翘边程度作为参考。
闻一闻
劣质原料、含添加剂较多的耗材,一般加热融化时挥发气体也越多,气味越强烈。如果在打印过程中出现了刺鼻的气味,甚至是引起了身体的不适,材料需要立即停止使用。
据橡皮泥网了解,在FDM打印机打印模型的时候,或多或少都会有些味道,建议使用过程中一定要在通风的环境里打印。如需在打印过程中保温,则另作考虑 。
材料的发展一直是阻碍3D打印快速普及的一个重要因素,在开拓新材料的同时我们也呼吁对于已有材料的持续改进,让更多人方便、安全地使用3D打印机,也促进行业普及到更广阔的人群中去。

(由点客社区提供)
那么明白了如何选择FDM 打印耗材,如何更好地使用耗材打印出产品,来听听斯汀纳瑞张总的介绍。
打印头温度设置
针对不同地板的打印机做如下介绍!
1. 亚克力地板的FDM打印机。 建议温度:205-210度;
你可以选择不使用胶带(白色或蓝色),直接打印在地板上,翘边的可能性更小。如果你希望模型容易从平台取下。使用了胶带(白色或3M蓝色胶带),请注意,我们测试很多次,市场上的白色胶带和3M胶带粘度差别很大。
所以,为了保证成功率,建议大家不要采用便宜的或非原厂的胶带。这就是价格的区别 。请尽量采用好的胶带。
2. 铝底板的FDM打印机。建议温度:220度。
因为铝的导热性很快,会导致材料收缩率偏大,加上本材料的复合粘度将低, 所以建议:采用平台加温到40-60度的方式打印。如何采用胶带的,也鉴于采用加热方式。
如果大家大面积打印,成型的第一层面积很大,为保证成功率, 建议大家采取铺胶水或平台加温50-60度的双保护打印方式。
我们经常使用的胶水为:PVP胶水,对ABS效果也很明显。
打印温度及方式:
我们对10多个国内FDM机型进行测试,我们也发现了不同机器上的打印效果有很大不同。
我们建议打印温度为205-210度,请根据机器先测试下最佳温度;
国内机器所使用的热敏电阻不同,有些厂家为了节省成本,使用淘宝的热敏。
那么,热敏对打印机喷头的温度感应温差很大。品牌厂家采用进口热敏,温度控制很好,打印温度也稳定,成型效果好。如果热敏的温差很大,导致局部机器控制不住温度。(例如:设定在210度,实际打印过程中喷嘴温度可能会处于195度,那么模型会出现明显的纹理甚至断层。如果热敏感应为210度,实际喷嘴温度为220度,那么打印过程中,会出现溢丝。
其他参数
建议打印速度和层厚:70-80mm/s ; 层高为:0.15-0.2mm.

用户经常会追求打印精度,其实在0.15-0.2mm的打印效果应该是最好的,如果层高设置为0.1mm甚至更小,一般的打印机呈现效果是一样的。
设备电机上的温升要求也是对材料的考验。许多厂家对电机温升没有明确的要求,导致电机在长时间打印中,电机温度升高,软化材料等现象。
某些厂家为了保证机器一直能使用他们的耗材,某些厂家可能对材料做了限制。
我们的直径范围为:1.72-1.78mm之间,如果厂家进口做了下公差设置,例如他们最高不能超过1.70mm, 那么材料明显在挤出时出现问题。
双色或双喷头打印
我们不建议采用PVA材质的支撑材料,我们研究了2年多,放弃了本材质的开发。试想下,如果这个材质是可以的,为什么国际巨头会采用“碱溶的”来做支撑。我们不对本材质的支撑做任何评价。但是,如果有人想采用双头支撑打印,我们免费提供300克的使用材料(酯类水溶性)无需任何溶剂,只需要热水,而且裸露空气中,不软化。

如果采用双色打印,我们使用最多的是Cura 的软件。
建议采用基板及外保护壳,搽试塔同时设置。
这个软件唯一的缺点,就是搽试塔容易倒掉。可放大搽试塔面积,采用Line设置,支撑更好去除。
推荐阅读
橡皮泥3D打印云平台
微博:橡皮泥3D网
微信号:simpneed